ABSTRACT
Fiberglass reinforced plastic (FRP) is used in wastewater processing for tanks, scrubbers, piping, ducting and other equipment. FRP often provides better corrosion resistance at lower cost than stainless steel. For some applications, regulators require structural evaluation of containers or piping for public health and safety purposes. In addition, most asset management programs require periodic inspection and evaluation of the remaining service life. Traditional inspection of FRP does not provide results that calculate the remaining service life of the asset. In the case of piping and ducting, traditional methods are very limited and often no inspection occurs. UTComp has developed and proven a non-intrusive and non-destructive evaluation method that provides objective data that is used to evaluate the current condition of FRP, including piping and ducting up to the largest storage tanks and provides prediction of the remaining service life. An overview of this technology is presented followed by case studies.
INTRODUCTION
FRP is widely used for tanks, scrubbers, piping and ducting and other equipment in wastewater treatment for corrosion resistance, particularly for solutions that are acidic or have free chlorides, at moderate temperatures. Common applications include containment of solutions including brine, chlorine dioxide, chlorine, sodium hypochlorite, sodium bisulphite and numerous acids. All of these applications rely on the corrosion resistance and structural capacity of FRP. For many applications, the cost of FRP equipment is lower than for stainless steel (Lieser, 2013).
The central case in this paper covers structural evaluation of an atmospheric storage tank used for ferric chloride at the wastewater treatment facility for the City of Ottawa in Canada. Ottawa is the capital city of Canada, with a population of about 1,000,000 people.
The Robert O. Pickard Environmental Center (Pickard) in Ottawa, Canada is a 545,000 cubic meter per day secondary treatment facility. In 2013, the facility had identified the need for structural assessment of fiberglass reinforced plastic (FRP) tanks used for chemical storage. This particular situation was to determine if the FRP roofs were able to support personnel loads during maintenance work. The scope of the work was expanded to include evaluation of the tanks to assess their suitability for service, and to allow planning for asset maintenance, repair and replacement needs. This paper describes the evaluation of one of these tanks. This introduction gives some background for evaluation of FRP. Fundamentals of FRP Construction It is generally understood that FRP is composed of 2 primary materials – resin and glass comprise more than 98% of most FRP. Each material plays an important role in the properties of the FRP. The roles of these constituent materials are outlined in Table 1.

Occasionally, reinforcement of specific, non-structural corrosion resistant layers might have a polyester reinforcement added, rather than glass.
Typical FRP construction for corrosion applications is illustrated in Figure 1. The photo shows how FRP is normally constructed for a corrosion application. The glass/resin fractions can be changed through the thickness and the glass fiber orientation can be modified to provide specific structural properties.
In this figure, the portion of the cross-section at the mold side (top), labelled “Corrosion Barrier”, is constructed to give more corrosion resistance by using a high fraction of resin and short strands of randomly oriented glass fibers. The innermost layer of this section, 0.25mm thick, is 90% resin and 10% reinforcement, using a thin reinforcement fabric. The section marked “Structural Layers” has higher glass fraction and examination of the photo will show that the glass fibers are oriented. The outer layers at the bottom of the photo are made in a similar manner to the Corrosion Barrier and are placed for protection from the external environment.
For design of FRP for corrosion applications, it can be specified that strength contributions from the corrosion barrier be removed from the calculations, so that only the structural portion is considered to support stresses from operating loads. This approach is almost identical to the use of “Corrosion Allowance” in ASME boiler and pipe calculations. When constructed, the corrosion barrier does contribute to the strength of the FRP. When FRP has been well constructed, separation between the corrosion barrier and the structural layers cannot be detected.
As a further comparison, safety factors of 6 to 10 are normally used to determine FRP allowable stresses, where a safety factor of 1.6 is used for many steel products.
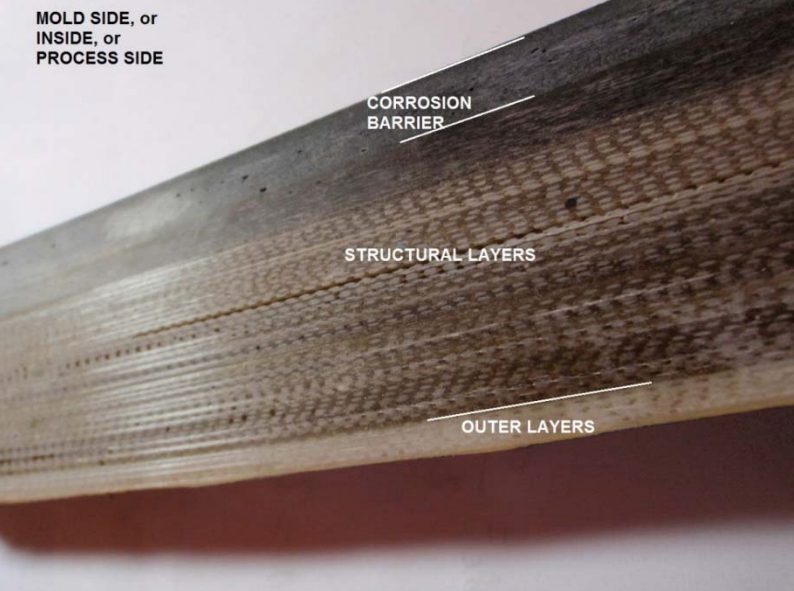
Figure 1: Cross-section of FRP showing typical construction for corrosive fluid containment
Inspection and Evaluation of FRP
The purpose of inspection and evaluation of FRP is to determine the current condition of the asset and to identify short and long term repairs that may be required. Reliable performance of FRP in structural applications requires non-destructive evaluation methods that can verify structural properties including mechanical strength, or the structural capacity of the FRP. Using nondestructive methods, regular evaluations can be completed to monitor changes in FRP condition. The results of reliable non-destructive evaluation methods can be used to predict remaining service life of FRP equipment.
Traditional inspection methods for FRP are centred on visual inspection of the inner surface of the FRP which requires emptying the asset and “intrusive” inspection with confined space entry or cutting a piece out of the asset for localized inspection (with the additional costs and risks forced by repair). When confined space entry is made, the inspection will also include a team of personnel for support as well as increased risk to the facility as a whole. The results of these intrusive inspections should normally include a set of observations and measurements made by the inspector. They may also include thickness of the corrosion barrier from chipping or drilling a countersink into the corrosion barrier, thus damaging the existing corrosion protection. The report may not include any quantitative evaluation of the current structural capacity of the FRP, or prediction of the remaining service life.
There are few standards that describe methodology or criteria for FRP inspections once assets are placed in service. There are no peer-reviewed standards published by any North American standards organization such as ASTM International (ASTM), American Society of Mechanical Engineers, (ASME), American Water Works Association (AWWA), American Society of Civil Engineers (ASCE), or American Petroleum Institute (API).
Some users of FRP have established procedures for assessing structural integrity of FRP using Acoustic Emission (AE) testing. AE testing is completed on equipment that is removed from service and emptied. Sound sensors are applied to the surface of the FRP and the equipment is loaded up to a specified test load in pre-determined steps. Sound pulses generated by FRP under load at each step are counted and the analyst determines whether the FRP in its current state is able to carry its design loads.
AE testing has the following key characteristics:
- If the test load creates sound pulses, then it assumed that the FRP is irreversibly damaged
- Any change in strength or capacity of the FRP is not quantified, either from one test to the next or for any test on a stand-alone basis
- No prediction of remaining service life or suitability for service can be provided
- No quantitative information is provided to assist with engineering any amendments or upgrades to the equipment, and
- No information is provided regarding the condition of the corrosion barrier
· The only result that can come from the test is whether it passes the criteria at the time of the test.
Another conventional method used to determine the structural capacity of FRP is to perform destructive tests using standard test methods.
Destructive testing has the following key characteristics:
- A single sample removed will only provide information on a small area of the FRP, and
- Removal of samples creates immediate need for engineered structural repairs, and
- The destructive test results provide quantification of the local change in strength of the FRP while in service, and
- No information is available from openings, attachments or penetrations and their reinforcements, and
- Information is available to assist with engineering amendments or upgrades, and · Some prediction of remaining service life can be provided.
The inspection and evaluation methods described above are all intrusive and in the case of destructive testing also cause damage to the FRP.
The facility engineer at Pickard requested an advanced method that he had used while working in an industrial facility. The third method is known as the UTComp® System which uses a novel application of ultrasonic equipment to take readings from the surface of FRP to be evaluated. The readings are then analyzed to determine the current structural properties of the FRP, both locally and for major sections of the structure.
This innovative method has the following key characteristics:
- In most cases the testing is non-intrusive, not requiring any confined space entry, and
- In most cases the testing can be done while the FRP equipment is in use, and
- The method is non-destructive and evaluates condition without imposing any changes to the FRP, and
- Reinforcements at openings, penetrations, and attachments can be included, and
- The basic technology had been developed by NASA, and
- Engineering analysis can be done using the results, and
- Prediction of remaining service life can be made from the results.
This inspection process has been used to inspect more than 1,500 FRP vessels and tanks in industrial and chemical processing facilities since 2008. In that time several potential failures have been detected and prevented. There have been no unexpected failures of any FRP that is being monitored in this way.
Property Changes in FRP
Many users of structural FRP can report where the structural capacity of the FRP has reduced while it has been in service. There have been numerous investigations into this phenomenon6,7,8, including proposed models of the causes of these changes. It is beyond the scope of this paper to identify or categorize these changes or models.
Figure 2 shows the results from tests of samples removed from a glass reinforced tank on two (2) occasions. The tank had been in service storing a corrosive liquid. The results shown are for the measured thickness of the tank shell and the results of destructive testing. The results of the tests are shown as percentages as given by equation (1) below. Clearly the new values should be 100% .

Figure 2: Destructive test results from samples removed from glass fiber reinforced tank shell
From Figure 2, it can be seen that during fourteen (14) years of service, the thickness of the laminate did not change appreciably but the modulus reduced by 40%. At some point in this decline, it is likely that the composite will no longer be able to support the required loads. The corrosion barrier as shown in Figure 1 also experiences changes from service conditions. Some of these are illustrated in Figure 3. In addition, blisters can form and the resin can be softened by chemical attack and corrosion.

Figure 3: Illustration of effects on the corrosion barrier from service conditions. Note the different appearance of corrosion barrier and structural
The UTComp System uses ultrasound to determine changes that have occurred to FRP.
Basic Ultrasonic Testing Principles
The first patent application regarding use of ultrasound for testing materials was made in 1940 by Dr. Floyd Firestone at the University of Michigan. This first patent, and most subsequent work using ultrasound identified that invisible inhomogeneities within materials could be detected. For most of the 75 years since the first patent application, the focus of ultrasonic testing has been on metals. In the case of ultrasound, a pressure pulse is applied to material and inhomogeneities are detected when a feature blocks some of the path – features that are parallel to the path direction are generally not detected.
Use of fiber reinforced polymer composites for structural applications has been pursued since the 1930’s, and has seen significant changes in the matrices and fibers available. With the growth of commercial aircraft starting in the 1960’s, many investigations were conducted into use of ultrasound to detect flaws and defects in composites. Because many fiber reinforced composites are made in layers, interfaces between layers often interrupt the path of the pressure pulses and show as features or possible defects for most ultrasonic techniques. Ultrasound is the most common non-destructive evaluation technology used for composite materials.
Ultrasonic pulses can be applied to materials in three main modes:
- pulse-echo, where the pulse is applied to the surface by the same transducer that receives reflected energy from within the material
- thru-transmission, where the pulse is applied to one surface by one transducer and the pulses that pass through the material are received by a transducer placed on the opposite surface
- pitch-catch, where the pulse is applied to the surface by one transducer and another transducer on the same surface receives reflected energy within the material.
In ultrasonic testing, an energy pulse is applied to the face of a material by an actuator, or transducer. These pulses have a short wavelength which translates into a wave frequency in the range listed above.
Currently, the most common use of ultrasound in FRP is in thickness measurement of new FRP structures. Thickness measurements are usually made by following this process:
- A reference standard is used which duplicates the material to be measured with a known thickness so that the transit time of the reflected signal can be used to determine the sonic velocity through the reference standard.
- It is assumed that the sonic velocity through the material to be measured is the same as the reference standard.
- The transit time of ultrasonic pulses applied to the material is converted into thickness. Thickness testing does not use any other information contained in the returned ultrasound signal.
As for metal structures, flaws such as voids, porosity and planar defects that interrupt the path of the ultrasonic wave through a fiber reinforced composite may appear on the display of the instrument and can sometimes be identified by a skilled analyst. This principle is used for evaluating composites in some applications, aerospace in particular. In some cases, defects in FRP do not appear explicitly.
Propagation of sound waves through a medium is affected by changes along the wave path. Examples of these changes could be foreign objects, gaps or bubbles, changes in the crystal structure of the material, and others. In the case of fiber reinforced composite materials, the structure of the material always includes some (and sometimes all) of these changes along any wave path. These generally show as attenuation of any signal that passes through the material as well as visible indications on the test instrument. For glass reinforced composites, normal variations that occur because of materials and processes used would often be cause for rejection using the criteria that have been adopted for metals.
Read the entire article (PDF),which also includes the following information:
- Summary of Earlier Investigations into Ultrasound with Fiber Reinforced Composites
- Determining the Condition of FRP in Corrosion Service
- A case study on a storing ferrous chloride solution